 2024-1-20 14:04:39
2024-1-20 14:04:39


工作原理
全自動中藥制丸機將混合、煉制均勻的藥坨均勻的投入制丸機料倉中,在螺旋推進器的擠壓下,制出1-8條直徑相同的藥條,再經過導條輪同步進入搓丸刀輪,連續、快速的切搓出圓整均勻的藥丸。
結構特點:
1、本機由出條和制丸兩部分組成,箱式結構,橫向出條,構造簡單,操作容易,維修方便。
2、出條采用蝸輪減速器,傳動平穩可靠。
3、制丸部分的搓丸和切丸機構裝在一個變速箱內,機件潤滑條件良好,切丸速度可通過無級變速機的旋鈕調節,使滾刀可獲得6-30轉/分的轉速,直到切丸速度達到與出條速度匹配。
4、投料口大,壓板翻動壓料,便于填料,可杜絕棚料現象。料斗以翻板軸為界,分上下兩開,清洗時拆開,十分方便。
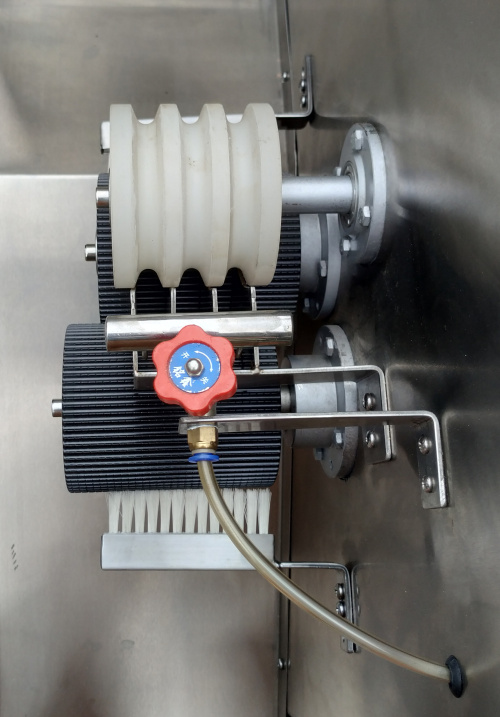
5、用酒精點滴藥條,制丸刀外側裝有毛刷,可杜絕粘刀現象,酒精裝在出條機構的方箱內,通過球閥調節酒精量的大小。
部分設備創新:
1、電控部分做了部分改進,清理機器方便。
2、加了變頻,出條快慢可調,增加了產量。
3、絞龍部分改進
3.1雙出料,增加了出料速度,加大了產量。
3.2加大了螺距跟深度,出料比老式的制丸機增加1/3。
4、老式的制丸機需要2個定位銷、4個6mm的內六角才可以拆卸設備壓料部分,新式的只需要2個10mm的內六角,還為客戶配用定制的套筒內六角扳手,大大節省了人工。
5、搓丸出料板增加了深度、寬度,直接杜絕了藥丸的外泄與滯留問題。
6、變速箱減少了漲緊輪,便于鏈條的拆裝,節省了人工,杜絕因漲緊輪帶來的鏈條脫落造成停機等其他問題。
7、由原來的電機/減速機改為擺線針輪一體機減少了設備運轉中的噪音,動力平穩等。
主要技術參數:
型號 | WK-80 | WK-200 | WK-300 | WK-600 | WK-800 |
制丸范圍 | 小蜜丸、小水丸、濃縮丸等 | ||||
理論產量(kg/h) | 3-15 | 5-30 | 8-40 | 40-120 | 50-200 |
制丸規格(mm) | 3-12 | 3-12 | 3-12 | 3-12 | 3-12 |
電壓(V) | 380 | 380 | 380 | 380 | 380 |
主電機功率(kw) | 1.5 | 1.5 | 1.5 | 5.5 | 4.5 |
搓丸電機功率(kw) | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 |
切丸電機功率(kw) | 0.18 | 0.18 | 0.18 | 0.37 | 0.2 |
出條數(根) | 1 | 2 | 3 | 6 | 8 |
外形尺寸(cm) | 120×83×101 | 120×83×101 | 120×83×101 | 148×93×167 | 148×93×167 |
1、開機準備
檢查齒輪箱及減速器的油位應保持在規定范圍。
檢查制丸刀是否對正、擰緊。
檢查自控系統是否靈敏。
檢查推料系統安裝是否正確。
檢查酒精系統是否正常。
打開酒精系統開關。
2、開機
打開電源開關,啟動推料開關,調整好推料速度,加入藥坨待藥條光滑后,啟動切丸、搓丸開關,調整切丸速度使其與推料速度匹配,將藥條引入制丸刀槽中,即可工作。
掛條撓度
掛條撓度應保持一致。
3、加料
運行中均勻向料斗內加料,要加滿,以不溢出為準。
4、切丸速度的調整
根據出條速度,使切丸速度略高于出條速度,保持藥條貼在自控輪的下部。
5、酒精開關的調整
酒精滴的大小及數量以不粘刀為準。
1、投料時不得有異物進入料斗(特別要防止工具進入料斗)
2、清洗時不得劃傷出條模板孔。
3、更換品種時,應將與藥物接觸的部位全部清洗干凈,更換相應的制丸刀及出條模板。
4、時刻注意設備的運行情況,一有異常,應立即停機檢查,排除故障。
減速器及齒輪箱機油面應保持在規定范圍,正常運行情況下6個月更換新油一次。
1、出條模板的拆裝
用專用扳手卸下推料器下部的推料螺母,打開推料開關,出條模板被物料推出。
2、制丸刀的拆裝
拆卸時先卸下軸端螺母,然后用專用撥輪器分別卸下兩把制丸刀。
安裝時,應保持軸線平行。
3、彈簧的拆卸
卸下制丸刀后,用扳手卡住刀軸,從設備正面看,右側刀軸上的螺紋為右旋,左側為左旋,卸下法蘭座上的螺釘后,旋轉刀軸,使齒輪與齒輪軸分離,然后將刀軸向外抽,可將法蘭座、齒輪軸、刀軸及彈簧一起抽出。去掉法蘭座、齒輪軸再更換彈簧,彈簧分左、右旋,左側為左旋,右側為右旋。
4、導向鍵的拆卸
在拆下法蘭座后,壓緊彈簧,將齒輪軸向外抽動10毫米的距離取出導向鍵。
故障 | 故障原因 | 排除方法 |
丸與丸之間連接不斷 | 制丸刀沒有對正、藥太硬、藥太粘 | 對正制丸刀、處理藥物、將制丸刀刀刃部搓成鋸齒形 |
丸形呈方塊形 | 藥料硬,藥性粘 | 將制丸刀R弧面,劃成弧線溝,使制丸刀與藥丸之間的摩擦力增加 |
出現異常聲音不搓丸不切丸 | a.刀軸與齒輪軸卡死 b.彈簧斷 c.齒輪軸與齒輪螺紋松動 | a.刮研刀軸與齒輪軸的接觸面 b.更換彈簧 c.旋緊齒輪軸與齒輪 |
推料與切丸速度不同步 | 自控失靈 | a.檢查接近開關磁頭與金屬片之間距離 b.更換接近開關 |


 咨詢服務熱線
咨詢服務熱線
 首頁
首頁
 產品
產品
 電話
電話